


0755-28868182

手機(jī): 18938889793
郵箱:1941602237@qq.com
QQ:13713900628
地址:深圳市龍崗區(qū)橫崗街道四聯(lián)社區(qū)排榜興旺路88號一樓
 當(dāng)前位置:
當(dāng)前位置:模胚工廠CNC加工編程工藝與標(biāo)準(zhǔn)!
發(fā)布時間:2019-08-09 18:18:26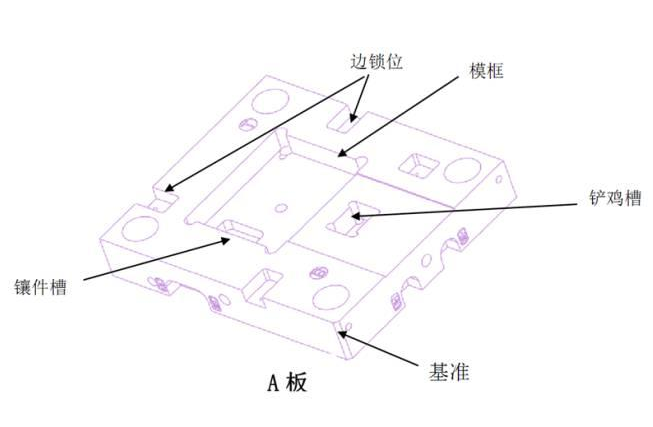
模具工廠CNC編程部門制訂明確的加工工藝與標(biāo)準(zhǔn),在生產(chǎn)過程中執(zhí)行標(biāo)準(zhǔn)化作業(yè),可以提高工作效率并減少出錯。
一、前模仁
1. 熱唧咀位
①有裝配要求的尺寸要按數(shù)做準(zhǔn)。
②平面:加工程序依照尺寸數(shù)做準(zhǔn),CNC操作員按照圖紙尺寸的公差校表測數(shù)。
③側(cè)邊:加工程序開補(bǔ)償,單邊留0.02mm余量試配, 操作員用針規(guī)緊配,公差保證單邊在0.015~0.005mm內(nèi), 其它尺寸照3D圖檔的尺寸數(shù)做準(zhǔn)。
2. 鑲件扣位
鑲件扣位的側(cè)邊需依程序加工,按照尺寸做準(zhǔn);而鑲件扣位的深度(Z值)按照尺寸數(shù)做準(zhǔn),操作員用校表測深度,公差要求鑼深0.01mm。
3. 膠位尺寸
所有膠位的精加工程序單邊需留0.02mm(特殊情況例外),有火花紋要求的單邊留0.15mm,用來加工EDM紋。
4. 插穿、碰穿位
正常情況下,前模仁鑼準(zhǔn)尺寸,后模仁留余量。
5. 邊鎖位
邊鎖位的底部深度(Z值)做準(zhǔn)尺寸,而邊鎖位的側(cè)邊加工程序需開補(bǔ)償單邊留0.02mm試配,操作員按照圖尺寸緊配,公差保證單邊0.015~0.005mm內(nèi)。
二、后模仁
1. 行位槽
行位槽的深度(Z值)需依照圖紙尺寸數(shù)做準(zhǔn),操作員按照圖紙公差用較表測數(shù),而行位槽兩側(cè)按照圖紙尺寸加工,程序加工需開補(bǔ)償單邊留0.02mm余量試配,操作員用塊規(guī)緊配,公差保證單邊0.015~0.005mm內(nèi)。
2. 鑲件扣位
鑲件扣位側(cè)邊需按照圖紙尺寸數(shù)做準(zhǔn),而底部的深度(Z值)都按照尺寸數(shù)做準(zhǔn),操作員用校表測數(shù),公差要求鑼深0.01mm。
3. 模框孔位(藏CORE位)
編程員做光刀程序,需開補(bǔ)償單邊留0.02mm余量,開補(bǔ)償操作員按照圖紙尺寸數(shù)測量,單邊鑼大0.005~0.01mm,方便裝配。
4. 膠位尺寸
所有膠位精加工留余量0.02mm(特殊要求例外)。
5. 插穿、碰穿位
正常情況下后模需多留+0.02~0mm余量,后模仁配行位的位置需按照尺寸數(shù)做準(zhǔn),而行位相配后模仁的位置需多留余量。
三、模仁凸CORE
1. 粗加工時單邊留0.5mm余量,而加工到底部的模框鑲件要用粗加工凸CORE時,底部直身位置留10mm,用于操作員檢查粗加工是否有松動,需淬火的異形凸CORE底部直身留10mm用于淬火后精加工時較表分中。
2. 所有膠位在精加工時留0.02mm(特殊要求例外),插穿碰穿的位置留+0.02~0mm。
3. 凸CORE外形精加工,編程員做光刀程序時開補(bǔ)償單邊留0.02mm余量,操作員按照圖紙尺寸數(shù)測數(shù)公差單邊0~ –0.005mm,方便裝配。
4. 外形不規(guī)則的模仁鑲件(凸CORE)的分中問題詳情見后部分。
四、行位、鑲件
1. 收到工件時,編程員要測量工件外形尺寸,避免因分中和單邊碰數(shù)時出現(xiàn)問題,編程員根據(jù)工件形狀需與操作組商討,采用穩(wěn)妥的裝夾方法、碰數(shù)方法,詳情見后部分。
2. 行位和前后模仁,有相配的位置,行位需多留0.02mm余量作為FIT時之用。
3. 所有膠位在單邊留0.02mm(特殊要求除外)。
五、斜頂
根據(jù)工件形狀與操作組商討,采用穩(wěn)妥的裝夾方法,碰數(shù)方法,所有膠位單邊留0.02mm(特殊要求除外)。
六、模胚加工
1. 模胚
(1)模胚圖紙上的基字(倒角)與模胚上的基準(zhǔn)需一致,為避免誤解而出現(xiàn)加工混亂,編程時基準(zhǔn)邊朝向自己的方向。
(2)所有模板的加工定位以近基準(zhǔn)角處導(dǎo)柱孔分中為零建立加工坐標(biāo)。
(3)Z值碰數(shù)定義:所有模板正反向加工,都以模胚底部碰數(shù)為零位,有特殊要求的工件,編程員需與相關(guān)人員交待清楚,并在程序單上注明清楚模胚的零位位置。
2. A板
(1) 模框精加工,程序加工模框底部時,需按照圖紙尺寸做準(zhǔn)尺寸。CNC操作員按圖紙公差用校表測數(shù),公差為+0.01~+0.02mm,框邊精加工程序,需開補(bǔ)償單邊留0.02mm余量,操作員按圖尺寸用塊規(guī)緊配,公差保證單邊0.02 ~0.01mm內(nèi)。
(2)邊鎖位按照圖尺寸底部做準(zhǔn)尺寸數(shù),側(cè)邊塊規(guī)緊配,公差保證在單邊+0.015~ -0.01mm內(nèi)。
(3)鑲件槽底部做準(zhǔn)尺寸數(shù),而側(cè)邊需用塊規(guī)緊配測試,公差保證在單邊+0.015~ +0.01mm內(nèi)。
(4)鏟雞槽等其它尺寸照圖加工準(zhǔn)尺寸數(shù)。
3. B板
(1)模框精加工,程序加工模框底做準(zhǔn)尺寸數(shù),CNC操作員按圖紙公差用較表測數(shù),公差為+0.01 0mm,框邊精加工,程序需開補(bǔ)償單邊留0.02mm余量,操作員按照圖尺寸需用塊規(guī)緊配,公差保證-單邊0.02~0.01mm內(nèi)。
(2)模框行位槽底的(Z值)深度需按照圖紙尺寸加工到數(shù),操作員按照圖公差用校表測數(shù),公差為+0.01~+0.02mm,側(cè)邊程序需開補(bǔ)償單邊留0.02mm試配,操作員需用塊規(guī)緊配,公差保證單邊+0.015~+0.01mm以內(nèi)。
4. 頂針面板:
(1)頂針沉頭的位置深度加工時,深度需鑼深0.02mm,操作員用千分卡測數(shù),公差為0.02~0.01mm,而頂針沉頭位的側(cè)邊需加工到尺寸。
(2)斜頂?shù)鬃b配位加工尺寸,程序加工時以頂針面板的底部做準(zhǔn)尺寸,操作員用較表測數(shù),而側(cè)邊加工尺寸到位。
(3)其它位置按照3D圖的尺寸加工準(zhǔn)尺寸。
5、頂針底板:
(1)有鑲件裝配要求的尺寸位置,操作員需用塊規(guī)緊配,其它位置按照3D圖尺寸加工做準(zhǔn)尺寸。
(2)C板:按照3D圖尺寸加工準(zhǔn)尺寸,以鑼床組打A字碼正方向選擇加工面及加工方向鑼模號、字碼。
(3)銘牌:需按照3D圖紙要求雕字。
(4)上固定板:唧咀位有裝配要求的尺寸,需在上固定板的底部程序加工鑼準(zhǔn)尺寸,操作員需用校表測數(shù),而側(cè)邊加工需開補(bǔ)償,程序單邊留0.02mm,操作員需用針規(guī)緊配保證單邊+0.015~+0.01mm內(nèi),其它尺寸照3D圖加工準(zhǔn)尺寸。
(5)下固定板:有鑲件裝配要求的尺寸,下固定板的底部需加工準(zhǔn)尺寸,側(cè)邊需用塊規(guī)緊配,其它尺寸照3D圖加工準(zhǔn)尺寸數(shù)。
七、編程:
1.鋼料加工坐標(biāo)定義:長方形基準(zhǔn)朝人,正方形基準(zhǔn)朝右下角,正常情況所有鋼料編程以X、Y分中為0,Z值對底為0建立加工座標(biāo)。(見CNC加工坐標(biāo)定義與裝夾方向標(biāo)準(zhǔn)圖1、2、3)
2. 粗加工程序單邊留0.5mm,需淬火模仁頂部留工藝臺,精加工時便于裝夾。
3. 精加工先鑼模仁底部,而避免撞花模仁正面、PL、膠位等。
4. 模仁管位:所有前后模仁的管位編程單邊做小0.01mm。
5. 平面PL加工:程序加工需按照圖尺寸做準(zhǔn)尺寸,操作員需用校表測數(shù)公差保證在+0.01~0mm內(nèi)。
6. 弧面PL加工,編程員做試刀程序,程序單上注明接順底平面PL,光刀加工程序做準(zhǔn)尺寸數(shù)。
前后模仁加工坐標(biāo)定義時長方形基準(zhǔn)朝人,正方形基準(zhǔn)朝右下角(X、Y四面分中為0, Z碰底為0),如圖1、圖2、圖3所示:
凸CORE碰數(shù)如圖4、圖5所示;
行位座碰數(shù)如圖6所示:
模胚碰數(shù)如圖7所示: